-

镜湖区艾尚铁艺制作经营部
主营:芜湖铁艺,芜湖铁艺大门,芜湖铁艺门窗,芜湖门窗,, - 18325372160

镜湖区艾尚铁艺制作经营部
主营:芜湖铁艺,芜湖铁艺大门,芜湖铁艺门窗,芜湖门窗,, 9
9
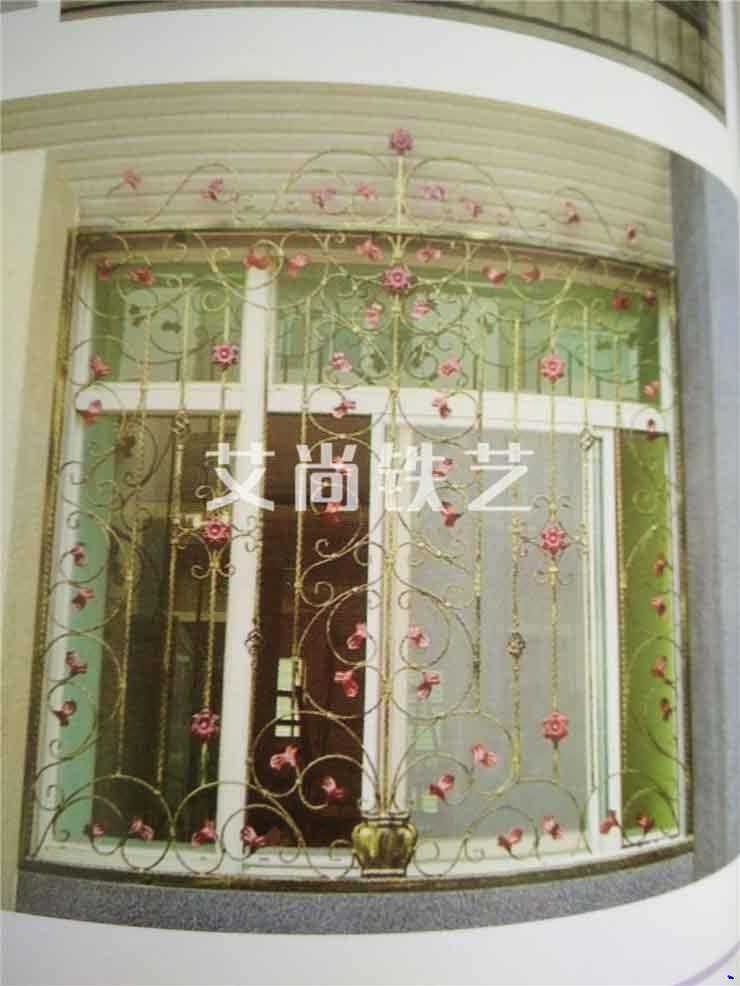
铁艺大门类型多种多样.风格各异,而且庄重、豪华。颜色也可以选择自己喜欢的。有的用户会担心表面会生锈,其实完全没必要担心,看看下面对于铁艺大门表面处理的工序,你就知道铁艺大门是耐用的、防锈的:
一、清除工序,就是清除焊渣 铁艺大门的焊接部位较多,必须认真清除每个焊接部位的焊渣。先用板锉或扁铁敲打除渣,然后用磨光机和砂布打磨焊缝,使其平滑。对飞溅到其他部位的焊渣也要顺势清除干净。
二、加固工序,涂抹原子灰 用原子灰加固化剂(比例50:1)搅拌均匀,涂抹在焊接部位,处理焊缝缺陷。
三、打磨工序,打磨原子灰 干透后,用磨光机和砂布全面打磨大门的各个组件,尤其是涂抹原子灰的部位更要磨光。
四、喷涂工序,铁艺大门在喷漆 喷漆前,用湿布全面擦净铁艺大门的各个部位,不能留有灰尘等。然后**道给铁艺大门喷防锈漆,干透再喷一遍,干透还要再喷一遍,漆膜干透后喷三遍自己喜欢的漆,最后喷一道清漆。注意不能有漏喷部位,也不能产生流挂等缺陷。个别细微处可用刷子刷涂补漆。
下面为大家介绍一下铁艺大门的焊接工艺:
1.边框焊接 按边框尺寸在地上定位。将边框料的两端宽边上切成45。对接后点焊。校正无误<方框的对角线要相等)后焊牢。
2.中间长竖管焊接 每扇门3根长竖管,均匀分布在边框内,定位间距为339毫米。摆放好位置后,先点焊,再校平,检查无误后再焊牢。
3.矛头用横管焊接每扇门4根,夹在中问长竖竹之间、摆放好位置后,先点焊,再校平,检查无误后再焊牢:
4.中间短竖管焊接 侮扇门4根.按图样中的位置摆好。先点焊,再校平,检查无误后再焊牢。
5.较短横管焊接每扇门24根.按图样中的位置摆好。先点焊,再校平,检查无误后再焊牢。为防l上焊接变形,可问隔焊。由于顺序打乱,焊点较多,焊完后应检查有无漏焊部位。
6.枪头焊接依次将各枪头分别焊在相应的位置上.要求与横杆垂直,正面朝前,不能扭曲。
7.花形焊接把所有花形分别摆放在相应位置上,看是否合适,调整无误后,先点焊到框架上,整体再检查一遍,然后焊牢。